What is the Procedure Sequence of Linepipe Manufacturing?
News 2026-01-19
Linepipes are essential for transporting oil, gas, and materials over long distances. They must endure high pressure, corrosion, and extreme temperatures. In this blog, we’ll walk through the key stages of the manufacturing process, highlighting how each step ensures reliability and compliance with international standards like API 5L.
Choosing the Right Raw Materials
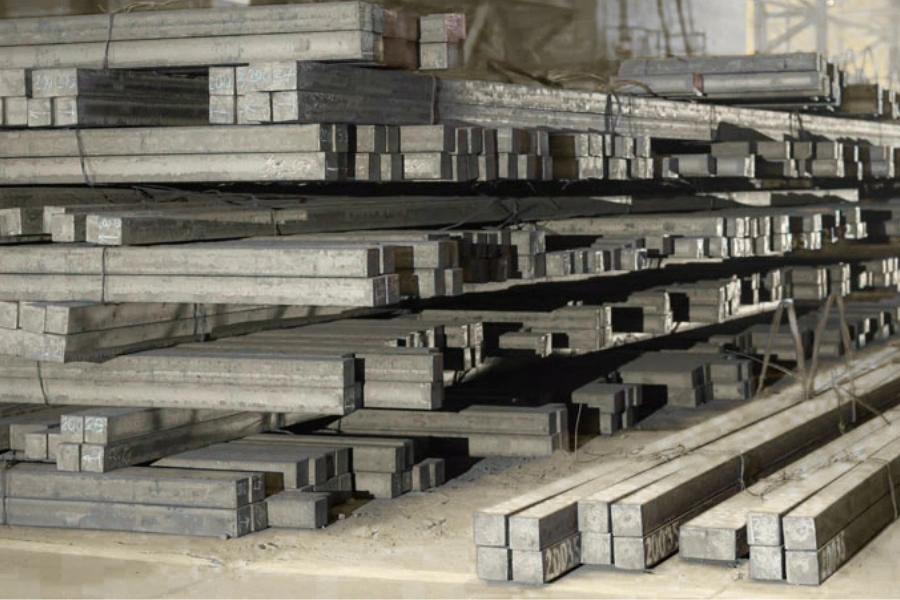
Steel billets used in linepipe manufacturing
Why Material Selection Matters
The first step in manufacturing high-quality linepipes is selecting the right raw materials. Steel must meet API 5L standards for strength, toughness, and weldability.
-
Seamless pipes are made from steel billets, offering higher uniformity and strength.
-
Welded pipes use steel coils or plates, which are welded together.
Each material must pass inspection to ensure it meets the required chemical and mechanical properties. If the materials fail to meet these standards, the pipe’s reliability could be compromised in the field.
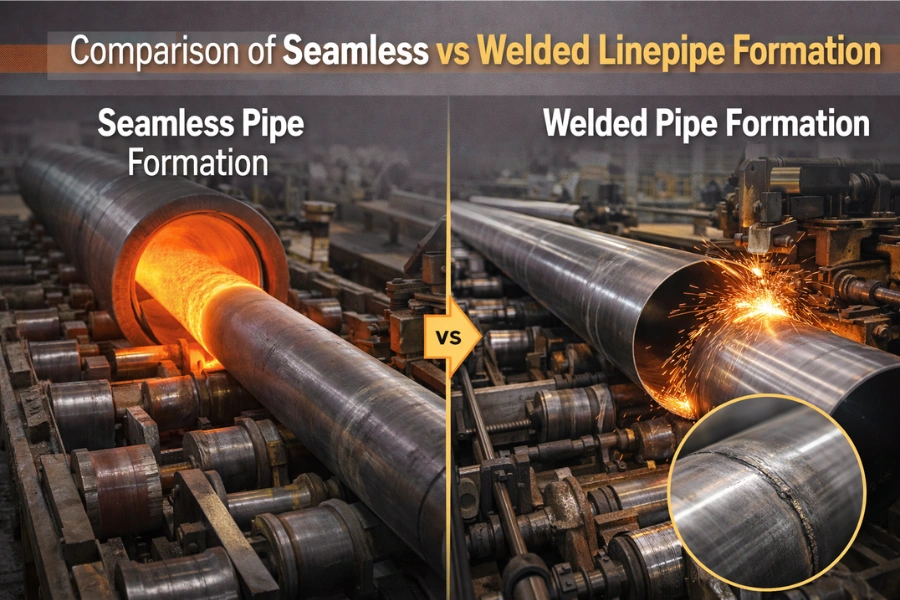
Forming the Pipe (Welded vs. Seamless)
1. Seamless Pipe Manufacturing Process
Seamless linepipes are created by heating a steel billet to high temperatures and then working it through several stages to form a pipe.
-
Step 1: The billet is heated to soften the material.
-
Step 2: A hole is pierced into the center of the billet, turning it into a hollow tube.
-
Step 3: The hollow tube is elongated and rolled to form the pipe’s final diameter and wall thickness.
-
Step 4: The pipe is cooled, sized, and straightened.
-
Step 5: After forming, the pipe undergoes heat treatment to further enhance its properties.
Seamless pipes are often preferred for high-pressure applications due to their uniformity and strength, as they lack the welded seam that could be a weak point under pressure.
2. Welded Pipe Formation
Welded pipes are formed by welding steel plates or coils into a pipe, with several methods based on the application:
-
Electric Resistance Welding (ERW): Steel coils are shaped and welded along the edges to form a pipe. This is ideal for smaller diameters and lower-pressure applications.
-
Longitudinal Submerged Arc Welding (LSAW): Steel plates are bent and welded along the length of the pipe, used for larger diameters and high-strength requirements.
-
Spiral Submerged Arc Welding (SSAW/HSAW): Steel strips are spirally wound and welded to create large-diameter pipes for long-distance pipelines.
Each welding method is chosen based on the pipe size and pressure requirements, ensuring the final product meets the necessary strength and durability standards.
3. Heat Treatment to Strengthen the Pipe
Linepipe heat treatment process to enhance durability
3.1 Improving the Pipe’s Durability
After the pipe is formed, the next crucial step is heat treatment. This process improves the pipe’s mechanical properties, such as toughness, ductility, and crack resistance.
-
Normalizing: This process refines the grain structure of the steel to ensure uniformity in its mechanical properties.
-
Quenching and Tempering: These processes increase the pipe’s hardness and toughness, especially in high-strength grades like X60 and higher.
Heat treatment is vital to ensuring the pipe performs well under extreme conditions, such as high pressures or fluctuating temperatures.
Testing and Quality Control
1. Quality Assurance with NDT
To ensure the pipe meets specifications, non-destructive testing (NDT) is used to detect defects:
-
Ultrasonic Testing (UT): Detects internal flaws like cracks or voids.
-
Radiographic Testing (RT): Uses X-rays to check welded joints for proper fusion.
-
Magnetic Particle and Dye Penetrant Testing: Identifies surface defects like cracks.
2. Pressure Testing
Hydrostatic testing fills the pipe with water and applies pressure higher than its operating limit, ensuring it can withstand pressure without leaking.
-
Water Pressure Test: Verifies burst strength and seal integrity.
Final Finishing and Protective Coating
1. Preparing the Pipe Ends
Once the pipe has passed all inspections, the ends of the pipe are processed to ensure proper alignment and fit for welding during installation. This could involve beveling the edges or machining the ends to create threads.
2. Applying Protective Coatings
Pipes destined for underground or harsh environmental conditions undergo coating to prevent corrosion and improve longevity.
-
Fusion Bonded Epoxy (FBE): This is a popular coating that provides a durable layer resistant to corrosion and abrasion.
-
Polyethylene or Polypropylene Coating: These coatings are used to protect pipes from mechanical damage and corrosion, especially for buried pipelines.
-
Three-Layer Coating System: Used in offshore and highly corrosive environments, this system includes an epoxy primer, a middle layer of adhesive, and an outer layer of polyethylene.
Coatings are essential for ensuring the pipe can withstand the conditions it will face in service, from buried pipelines to those in marine environments.
Marking, Packaging, and Shipment

Marking and packaging linepipes for shipment
Once the pipe passes all tests and coatings, it is marked with key information such as steel grade, size, and heat number for traceability. The pipes are then packed and shipped to the project site.
-
Packaging: Protects the pipes during transport and storage.
-
Shipping: Delivers the pipes to the construction site or stores them for later use.
Each pipe is traceable throughout its lifecycle, ensuring any issues can be traced back to the manufacturing batch.
Conclusion
Linepipe manufacturing is a precise, multi-step process. From material selection to final inspection and coating, each step ensures pipes are durable and meet industry standards like API 5L. This process guarantees the pipe’s quality and its ability to perform in demanding environments.
FAQ
Q: How do I choose between seamless and welded linepipes for my project?
Seamless pipes are ideal for high-pressure applications and harsh environments due to their uniformity and lack of weld seams. Welded pipes are more cost-effective for larger diameters and long-distance pipelines.
Q: What is the difference between PSL1 and PSL2 in the API 5L standard?
PSL1 has basic quality requirements, while PSL2 has stricter standards for chemical composition, mechanical properties, and non-destructive testing. PSL2 is used for critical applications in more demanding environments.
Q: What types of anti-corrosion coatings are used for linepipes?
Common coatings include FBE, polyethylene, and three-layer systems. These coatings are selected based on environmental factors (e.g., underground or marine conditions) to ensure long-lasting protection.



